INCUBADORA
Se desarrolló un prototipo de incubadora para la elaboración de yogurt, utilizando materiales accesibles y técnicas de fabricación digital. La estructura principal, de 70 × 70 × 70 cm, fue construida con cartón rígido, permitiendo un prototipo inicial funcional para validar la temperatura y la distribución del calor.
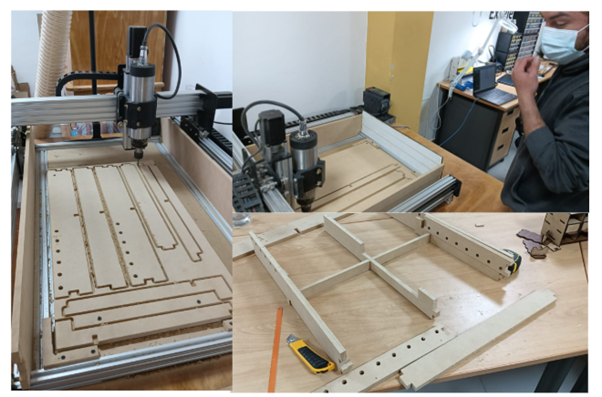
La base donde se colocaba la olla con la mezcla de leche se fabricó en trupán (MDF) de 12 mm, proporcionando rigidez y estabilidad ante el peso y el calor generado, la base tambien tiene un mecanismo de arraste para que se mas facil la colocacionde la olla al interior de la incubadora.
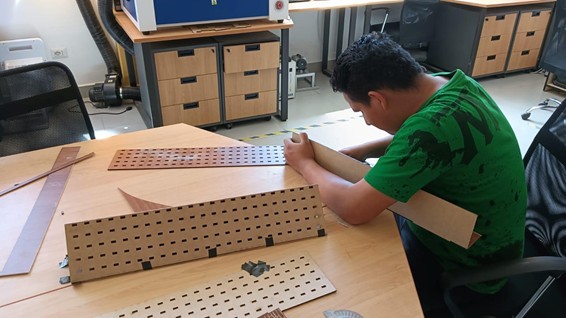
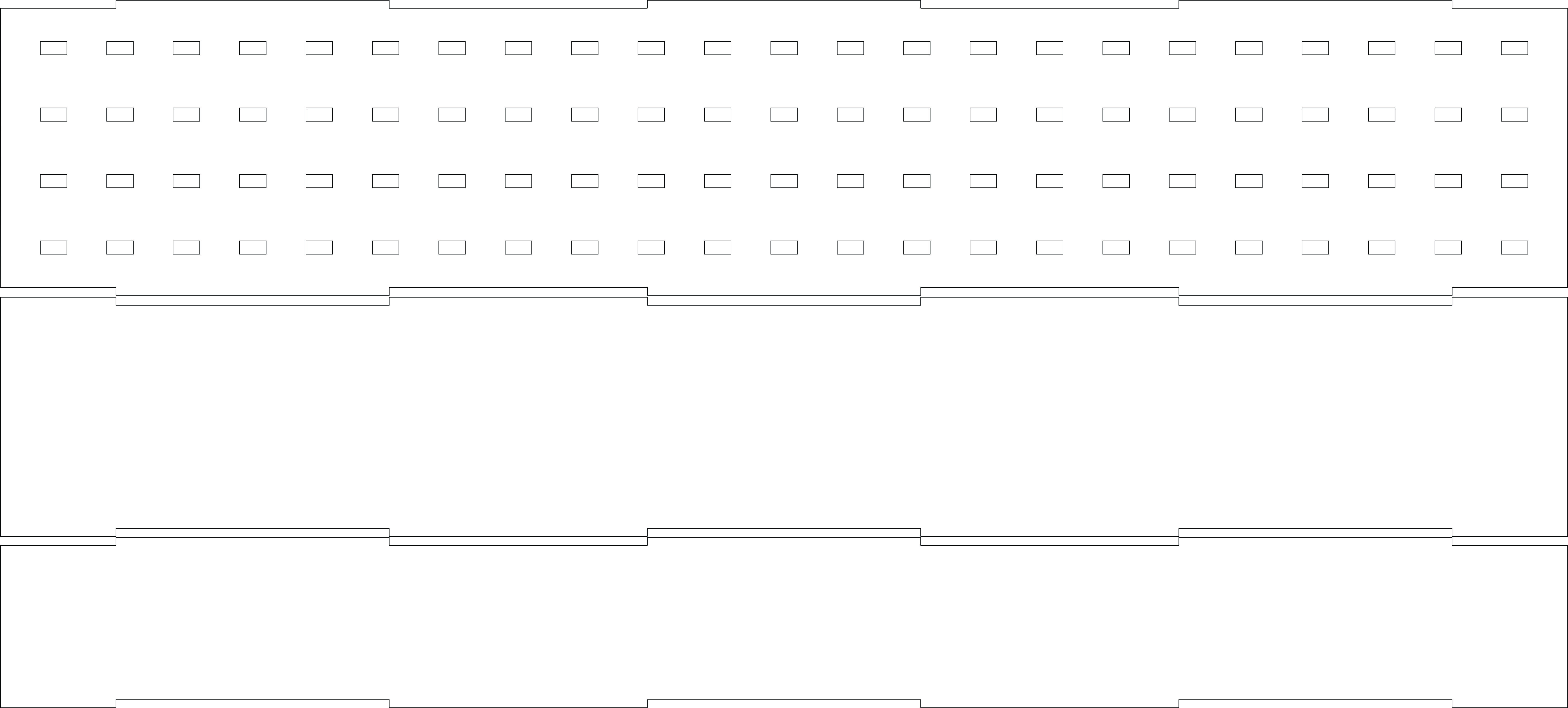
Como sistema térmico, se empleó una secadora de cabello la cual se la modifico para el proposito. A esta se le acopló un ducto de distribución de aire caliente fabricado en MDF de 3 mm, diseñado con forma de “U”, lo que permitía direccionar y repartir el flujo de aire caliente a lo largo del interior. Además, el ducto incluía perforaciones que ayudaban a difundir el calor de manera uniforme, favoreciendo la temperatura constante necesaria para la fermentación del yogurt.
Este prototipo permitira evaluar la retención térmica, el comportamiento del flujo de aire y la estabilidad de la temperatura interna, factores esenciales para la correcta producción artesanal de yogurt. La experiencia obtenida sienta las bases para un diseño mejorado con materiales aislantes, control automático de temperatura y mayor eficiencia energética.